
1 OPGW 的结构及性能可靠性要求
1. 1 OPGW的结构
目前中国市场出现的OPGW从光纤单元来看, 其结构基本有以下几类:
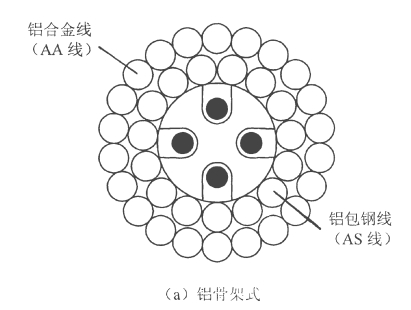
1) 骨架式: 将光纤或束管 单元置于铝骨架槽内,此种结构具有优良的耐侧压 性,但骨架槽的制造难度较大,售价较高,因此推广 较少。
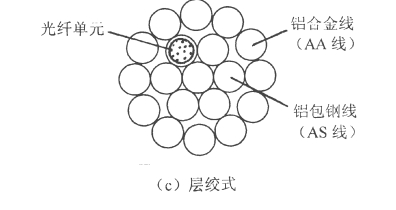
2) 层绞式: 将不锈钢管光纤单元层绞成束或 与其它金属线层绞成束 ,这样既有一定的耐侧压性 , 又可得到一定的光纤余长。在使用过程中光纤不受 力,安全可靠。
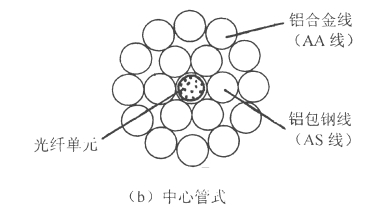
3) 中心管式: 将光纤单元置于中央, 周围被覆隔热材料或金属管。 以上几种结构均有优 缺点,但在目前使用的OPGW产品中,光纤单元采 用不锈钢管为多,约占 60% ,地线由铝包钢线及铝 合金线制成。
1. 2 OPGW性能可靠性要求
OPGW光缆的性能可靠性是重要的指标,由于 OPGW必须连续使用几十年,因此它应具备以下功 能:
1) 在光缆安装过程中和恶劣气候条件下,能保 护光纤抵御闪电的损害、恶劣气候的影响、氢气的损 害、径向外力的损害、振动的损害、不均匀光纤拉伸的损害以及过大轴向拉力的损害。
2) 在系统雷区闪 电猛烈冲击的过程中 ,具有抗闪电弧冲击能力 ,以充 分保护光缆各部分,抵御热和机械的损害。
3) 具有 高的故障电流容量,且对OPGW无损害,损耗无明 显增加。
1. 2. 1电气可靠性
O PGW 光缆的电气可靠性是由金属元件的横 截面、材料的选择和金属元件的结构来确定的。 OPGW主要的电气性能就是屏蔽电力传导相,因此 OPGW光缆必须具有正确的和合适尺寸的外层绞
合材料来阻止闪电弧的侵害 ,严重的损坏会降低整 条光缆的电气、机械和光学可靠性。如果对 OPGW 的光缆外层绞合金属线的设计不够充分 ,或对安装 地区闪电的程度估计不足,在受到闪电弧侵害时就 会造成外层绞合金属线的断裂或熔化。
O PGW的电气性能要求中包括有足够的故障 电流容量 ,以防止瞬间发热超过设计温度。受热超过 设计温度(通常180C )将使光纤涂覆层性能降低, 并发生不应有的光纤衰减增加,或使OPGW光缆产 生令人不能接受的瞬间下垂。
1. 2. 2机械可靠性
OPGW设计方案与安装的相适应程度,决定了 OPGW光缆机械可靠性的好坏 它必须具备以下特 性: 1) 必须能充分保护光纤。 2) 在制造、安装和长 期使用中要保证金属构件不受损坏。
O PGW光缆设计的有效弹性模量和有效轴向 刚性直接影响光缆所受的应力除非OPGW设计有 长期的低蠕变特点。钢丝结构对光缆的长期低蠕变 性也非常重要。为了产生低蠕变性 ,钢丝加强元件应 处于结构中央,以小角度排列并扎紧,且无松弛现 象。 钢丝的角度选择必须能为制造和安装提供好的 柔韧性、高的抗侧压性和抗冲击性。
1. 2. 3光学可靠性
OPGW光缆的光学可靠性与电气可靠性和机 械可靠性有着内在的联系。 准确按系统要求设计的 OPGW光缆,能主动保护钢管中的光纤,使光纤迅 速有效地抵御任何降低光缆性能的外界影响。 OPGW的设计应能安全地保护光纤,避免其受到过 大的轴向拉力、径向压力、氢损、过热和颤动的影响。
2 OPGW的制造
2. 1 不锈钢束管单元的焊接
不锈钢束管单元是OPGW光缆的核心。目前国 内不锈钢单元主要有两种结构: 单层不锈钢管光纤 单元和复合的不锈钢管光纤单元。
图 2 不锈钢束管单元的两种结构
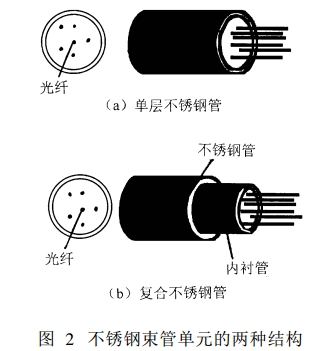
单层不锈钢管焊接结构与复合不锈钢管焊接结 构的生产在生产线的配置上有很大的不同。 它无需 复合管结构中的挤塑系统,生产线大为简化,成本降 低。 首先光纤从放线架主动放出后 ,通过除气泡、充 油系统,直接导入成型焊接单元 ,紧靠焊接成型单元 设置有钳式牵引机 ,而后进入拉拔模 ,再进入二级钳 式牵引机对钢管进行拉拔。 在二级钳式牵引之后设 有二级拉拔模和轮式牵引机 ,通过控制轮式牵引与 钳式牵引的速度差达到所需要的光纤余长。 最后进 入收排线装置。 在激光焊接后的一级钳式牵引对稳 定焊缝、防止钢管打转具有决定性的作用。复合管的 焊接虽有激光焊缝转动跟踪装置,但由于后面的轮 式牵引与焊点相距较远,钢管转动厉害 ,焊缝质量受 影响。另外单管焊接的另一显著特点是 ,在焊接过程 中可以停机。如对焊缝质量不满意 ,可进行修补。而 复合管在生产过程是不允许停机的。
复合不锈钢束管单元的生产过程首先是光纤从 放线架主动放出后,通过除气泡、充油进入挤塑机 , 挤制PBT(聚对苯二甲酸丁二醇酯)内衬管,而后进 入激光焊接单元进行焊接成型,在内衬管与钢管之 间挤涂热熔胶。 钢管在焊接成型后 ,进入牵引、收线 装置。该种不锈钢束管的光纤余长通过在内衬管的 挤制过程中获得。 这种复合管的结构虽然具有一些 优点,如余长的获得,减少光纤受焊缝锐边磨损的机 会。 但同时也带来了致命的缺点,如成本高;相同管 径的不锈钢管 ,光纤的占空比减少;内衬层与钢管之 间夹层的渗水问题(该点在海底光缆中尤其明显), 虽然在夹层间填充了粘接剂,但渗水问题至今仍无 法解决。
2. 2 OPGW的绞制
层绞式不锈钢管式OPGW光缆在绞制过程中 有三个关键的工艺问题: 1) 绞笼的全退扭; 2) 放线 张力的稳定性; 3) 如何正确选择预变形装置。
不锈钢管式OPGW在绞制时除铝包钢线和铝 合金线外 ,还夹有不锈钢管光纤单元。 在绞制时,一 般采用全退扭的方式。 而全退扭实际上是一种过退 扭 ,在绞合后仍留有应力。 由空间解析几何可知 ,在 一个节距上 ,单线的扭转变形弧度为:
Tih= 2r (1- sinT1)
式中Tih为一个节距长度上单线的扭转,!为螺旋升 角。由式 ( 1)可知,虽然采用全退扭的方式消除单线 的扭转 ,但单线仍有扭转变形,只不过扭转值随螺旋 升角的增加而逐渐趋近于零。 因此 ,在实际应用中 , 采用快速退扭的方式消除过扭现象,以彻底消除单 元与铝包钢线同时存在 ,因此 ,精确地控制每路单线 的张力 ,使其在使用条件下具有相同均匀的应变或 应力是非常重要的。在实际生产中 ,一般采用线盘主 动放线的方式,由传感器对张力值进行检测、反馈, 以保持稳定的张力值线中的扭转变形。
放线张力的稳定非常重要由于OPGW特定的 使用环境,且在OPGW光缆结构中,不锈钢束管单在OPGW生产过程中,一项重要的指标就是要 避免绞后的导线发生反弹、松股现象。为了消除这一 现象,目前,国内外OPGW在绞合过程中普遍采用 预扭变形装置。就预扭变形装置的形式而言 ,大体上 有两种: 1) 以国外产品为代表的单线在预扭轮上呈 Z型状态;2)常用的单线在预扭轮上从单线与线芯 切线 90°正方向看呈“直线”状态。从理论分析知道 , 前者较后者具有更大的合理性和先进性,对提高 OPGW产品的质量及可靠性具有现实意义
 扫码获取报价
扫码获取报价
